Judi slot online saat ini sudah menjadi salah satu dari beberapa judi yang paling banyak dimainkan. Ini memang menarik dengan pengalaman layaknya bemain game tapi ada uang yang bisa didapatkan dari hasil spin yang membuahkan kombo simbol. Judinya memang hadir dalam bentuk game, tapi akan selallu ada taruhan yang dipasang di tiap judi slot ini dimainkan. Karena tingginya daya tarik dari judi game ini, anda akan bisa menemukan begitu banyak situs judi slot yang bermunculan. Dalam situasi seperti ini, sangatlah penting untuk bisa memilih situs judi yang tepat. Biar bagaimanapun, kenyataannya tidak semua situs judi slot menawarkan kualitas terbaik bagi anda sehingga anda perlu menemukan situs judi yang memang terpercaya.
Pentingnya Bermain Judi Slot di Situs Judi yang Pasti Terpercaya
Menemukan dan kemudian bermain judi slot di situs judi terpercaya sangat penting. Ada beberapa alasan yang membuat anda perlu melakukan itu. Pertama, tentu saja itu tidak jauh dari akses yang ada. Alasan orang bermain judi slot secara online adalah untuk mendapatkan akses yang mudah Dengan bermain dari situs judi, itu memang sudah tercapai. Namun, itu akan menjadi sia-sia dan tidak berguna ketika kemudian situs judi yang ada itu ternyata tidak bisa dibuka. Saat ini terjadi, tentu harapan bermain judi secara online menjadi sirna. Di situs judi slot terpercaya, akses yang ada memang hadir dalam situs tapi ini akan didukung dengan teknologi dan persiapan yang matang. Dengan demikian, situsnya bisa diakses dengan begitu mudah. Tidak saja mudah dibuka tapi situs judi akan beroperasi secara lancar walau anda sudah bermain dalam waktu yang cukup lama di situs tersebut. Termasuk juga saat situs sedang diakses banyak orang, tidak akan ditemukan satupun error dan masalah lainnya yang menganggu kelancaran dalam bermain judi slot online.
Lalu, situs judi slot online yang terpercaya akan memberikan anda ragam game slot yang sangat banyak. Walau judi yang satu ini memang seru, tapi rasanya akan bosan bila anda akan bermain judi yang sama terus menerus. Karena itu, situs judi slot terpercaya tidak hanya memberikan satu game judi untuk anda mainkan. Di dalamnya justru ada cukup banyak game yang bisa dipilih. Tiap game judi itu akan berbeda dalam banyak hal, baik itu dari segi nama, tema yang dibawakan, hingga fitur yang ada di dalam game judi slot online tersebut. Beberapa game judi yang sangat banyak digemari dan sangat berkualitas adalah:
1. Medusa Strike dengan RTP tinggi mencapai 97% 2. Golden Monkey dengan tema tentang binatang yang juga menawarkan RTP tinggi 3. Mighty Kong dengan RTP tinggi dan juga adanya banyak bonus di dalam game judi slot yang ada.
Alasan lain yang tidak kalah penting adalah keamanan dalam proses bermain. Akses mudah itu memang penting, tapi tidak dapat dipungkiri bahwa anda pun ingin bermain judi yang fair tanpa adanya kecurangan. Di situs judi slot yang terpercaya, itu sudah pasti terjamin. Ada beberapa hal yang memastikan hal itu. Pertama, itu adalah adanya lisensi resmi dari organisasi atau pihak yang mengatur jalannya dan tersedianya judi online seperti PAGCOR. Dengan adanya lisensi, akses dan layanan yang ada di situs judi slot ini sudah terawasi dan telah memenuhi standard yang ada. Ditambah lagi, game judi yang ada itu berasal dari provider terpercaya. Tiap game judi slot yang ada itu sudah didukung dengan sistem yang bagus sehingga kecurangan dan manipulasi hasil spin tidak akan terjadi. Provider yang terpercaya itu meliputi:
1. Pragmatic Play
Dari banyaknya provider game slot online, nama yang satu ini sudah diakui. Selain sudah diakui dan belisensi, ada ratusan game judi yang telah disediakan dan semuanya terbukti aman dan menarik dimainkan.
2. Spadegaming
Inipun adalah suatu penyedia game judi slot online yang begitu dikenal. Reputasinya ada pada tema yang menarik dalam tiap game judinya dan juga kehadiran animasi serta grafis yang sangat bagus.
3. Playtech
Provider game slot online ini pun turut hadir. Teknologi yang ada seperti random generator ada di tiap game judinya sehingga menjamin tiap spin yang ada itu akan selalu acak dan tidak bisa ditebak dan diatur.
Transaksi yang akan Sangat Mudah dengan Deposit dan Withdraw
Dengan bermain judi slot online di situs judi yang terpercaya, memang ada banyak keuntungan yang sangat jelas untuk didapatkan. Hal yang sudah disebutkan sebelumnya itu benar-benar nyata dan menjadi hal yang sangat penting. Namun, masih ada hal yang tak kalah menarik lagi, dan itu adalah dalam hal akses taruhan anda saat bermain judi online ini. Anda akan tetap perlu taruhan dan aksesnya itu ada dalam menu deposit dan withdraw. Keduanya, mempunyai fungsi berbeda.
Deposit akan dipergunakan dalam proses mempersiapkan uang taruhan anda agar itu bisa terakses dari akun. Caranya akan melalui proses transfer yang diawali di menu deposit. Proses transfer akan dibantu dengan adanya opsi untuk cara transfernya, yaitu dengan transfer bank atau ewallet. Prosesnya pun juga sangat cepat. Untuk withdraw, ini akan dipergunakan dalam anda mengambil uang yang telah anda dapatkan dari situs judi slot dan uangnya nanti akan dikirimkan. Anda cukup buka saja menu withdraw dan tentukan uang yang akan diambil dari akun dan tujuan dari transfernya. Prosesnya pun sangat cepat dan mudah.
Selain pencemaran lingkungan, krisis energi juga menjadi permasalahan yang saat ini banyak dikeluhkan oleh negara-negara di kawasan Asia Pasifik. Diketahui jika krisis energi ini tidak segera teratasi bisa membahayakan kelangsungan hidup para penduduk di kawasan Asia Pasifik tersebut. Namun agar bisa mengatasinya perlu mengetahui terlebih dahulu apa saja penyebab dari krisis energi itu. Lantas Apa penyebab terjadinya krisis energi yang melanda beberapa kawasan di Asia Pasifik itu?
Beberapa Penyebab Krisis Energi yang Melanda Kawasan Asia Pasifik
Salah satu bukti bahwa banyak kawasan di Asia Pasifik yang sedang dilanda oleh krisis energi yaitu harga minyak dunia yang mengalami kenaikan. Bahkan harganya mencetak rekor tertinggi dalam 7 tahun terakhir ini. Adapun beberapa penyebab dari krisis energi yang melanda Asia Pasifik seperti di bawah ini.
Jumlah Populasi Penduduk yang Over
Permasalahan pertama yang menyebabkan krisis energi di berbagai kawasan di Asia Pasifik dikarenakan jumlah populasi penduduk over. Selain itu permintaan energi ini juga akan diperkuat dengan ledakan demografi dan ekonomi pada setiap daerah yang sedang berkembang. Diperkirakan populasi dunia di tahun 2050 jumlahnya akan mencapai angka 10 miliar. Dengan begitu membuat permintaan energi global bisa meningkat sebanyak 50% jika tidak ada kebijakan publik pada bidang ini.
Kegiatan Konsumsi Energi yang Berlebihan
Krisis energi yang ada di kawasan Asia Pasifik itu juga disebabkan karena adanya tekanan pada berbagai sumber daya alam. Di mana tekanan yang terjadi pada bahan fosil itu dikarenakan konsumsi minyak, gas dan batubara berlebihan. Tentunya ketika tingkat konsumsi sumber daya itu berlebihan akan membebani air dan oksigen yang ada di permukaan bumi sehingga menyebabkan polusi udara. Berdasarkan proyeksi sekarang cadangan minyak yang ada di bumi ini hanya cukup untuk 40 hingga 60 tahun ke depan. Sedangkan untuk minyak konvensional hanya bisa dipakai hingga 60 tahun ke depan dan batubara sekitar 2 abad. Oleh karena itu agar nantinya tidak mengalami krisis energi perlu menghemat konsumsinya dari sekarang.
Penggunaan Infrastruktur yang Buruk
Penggunaan peralatan pembangkit listrik juga menjadi alasan lain adanya krisis energi di kawasan Asia Pasifik. Biasanya alasan negara lebih menyukai menggunakan peralatan usang adalah untuk membatasi produksi energi yang efisien dan efektif. Meskipun begitu tetap saja pembaruan infrastruktur ini perlu dilakukan. Hal itu dikarenakan ketika infrastruktur itu sudah dilakukan pembaharuan membuat kinerjanya menjadi tinggi dan mampu mencegah krisis energi.
Keterlambatan Terkait Komisioning Pembangkit Tenaga Listrik
Penundaan dalam peningkatan uji coba pembangkit listrik yang baru juga bisa mengakibatkan kesenjangan antara permintaan dan pasokan energi. Dengan begitu membuat pembangkit listrik mendapat tekanan besar dalam memenuhi kebutuhan listrik sehari-hari. Dalam hal ini pada saat pasokan itu tidak sesuai dengan permintaan bisa mengakibatkan pelepasan beban dan pemadaman sistem sehingga terjadilah krisis energi.
Tips Mengatasi Krisis Energi di kawasan Asia Pasifik
Pada dasarnya untuk mengatasi krisis energi di kawasan Asia Pasifik itu sangatlah mudah dilakukan. Namun dengan catatan Anda telah mengetahui beberapa tipsnya terlebih dahulu. Adapun tips mengatasi krisis energi di kawasan Asia Pasifik seperti berikut ini.
Menggunakan Energi Terbarukan yang Belum Dijelajahi
Untuk sumber energi yang berasal dari SDA tidak terbarukan ini berupa batubara. Itu berarti sudah ada cukup banyak ruangan untuk memperbaiki di area tersebut. Jika dalam hal ini Anda tidak serius pada energi terbarukan bisa mengakibatkan permasalahan krisis energi dunia yang tidak segera terselesaikan. Sumber energi terbarukan ini juga bisa mengurangi ketergantungan pada penggunaan bahan bakar fosil dan mengurangi emisi gas kaca.
Melakukan Audit Energi
Cara berikutnya yang bisa Anda lakukan untuk mengatasi krisis energi yaitu dengan melakukan audit. Kegiatan ini nantinya akan membantu untuk mengidentifikasi wilayah di mana rumah atau kantor kehilangan energi. Bukan hanya itu saja namun dengan melakukan audit energi Anda bisa mengambil keputusan untuk meningkatkan efisiensinya. Audit ini secara umum lebih menitikberatkan pada penggunaan energi yang bisa mengurangi jejak karbon dan menghemat uang. Bahkan bisa membantu mencegah dampak negatif lebih lanjut terkait krisis energi.
Peduli Terhadap Berbagai Perubahan Iklim
Dalam hal ini untuk negara maju maupun yang sedang berkembang wajib mempunyai kepedulian satu sama lainnya terkait perubahan iklim. Di sini negara-negara itu harus bisa fokus terhadap penggunaan emisi gas rumah kaca dengan mekanisme lintas batas yang efektif. Selain itu untuk mengajak para penduduk agar bisa peduli satu sama lain terkait perubahan iklim bisa dilakukan dengan cara berkampanye dan menjelaskan dampak negatif jika terjadi krisis energi.
Lebih Fokus pada Teknologi Penyimpanan
Upaya paling efektif untuk mengatasi krisis energi yang sedang melanda beberapa negara di kawasan Asia Pasifik yaitu dengan melakukan gerakan menuju penggunaan sumber terbarukan dan meningkatkan teknologi penyimpan. Adapun teknologi penyimpan di sini seperti baterai yang bisa dipompa dan mudah diakses. Dengan meningkatkan ketersediaan itu sangat efektif untuk menekan biaya dan bisa mendukung langkah menuju sumber terbarukan.
Pertumbuhan populasi penduduk yang dari waktu ke waktu terus mengalami peningkatan membuat krisis energi di kawasan Asia Pasifik sangat mengkhawatirkan. Oleh karena itu penting untuk menerapkan beberapa tips di atas agar hal tersebut tidak terjadi. Ulasan tentang krisis energi di asia bisa anda lihat juga di website www.gatherspace.com. Demikianlah ulasan singkat tentang penyebab dan tips mengatasi krisis energi.
Bermain game slot online gacor dapat kalian pertimbangkan sebagai pilihan hiburan karena game slot gacor punya ratusan permainan asyik dan mudah dipahami. Game slot bukan tipe permainan judi yang akan membuat kalian pusing karena cara main game slot hanya memasang betting lalu memutar gulungan dalam game slot gacor. Permainan slot yang berjalan acak, membuat pemain judi tidak perlu keahlian khusus. Peluang dan hoki pemain slot sangat berpengaruh dengan kesempatan menang mesin slot gacor online. Jenis permainan judi slot bervariasi meliputi game slot 5 gulungan, game slot 3 gulungan, game slot video modern, game slot multi payline dan game slot progresif dengan tema-tema yang beragam. Keuntungan yang akan peman terima lebih besar karena ada range betting murah berlaku untuk hadiah kemenangan hingga ratusan juta. Bonus slot gacor online juga menambah keuntungan bagi pemain slot gacor online. RTP slot game juga akan menambah keuntungan bagi pemain slot gacor.
Definisi dan Sejarah Game Slot Online
Agar lebih mudah untuk main game slot online pahami definisi dan fakta penting yang berhubungan dengan game slot gacor. Game slot merupakan salah satu permainan arcade yang ditunjukkan dengan ciri khas ada beberapa gulungan dan simbol. Putaran wajib dilakukan dengan menekan tombol spin yang ada dalanm game slot dan durasi sekali putaran dalam game slot gacot antara 20 detik hingga 30 detik saja. Setiap simbol dalam game slot memiliki payment yang berbeda. Pemain slot hoki yang berhasil dapatkan simbol dengan nominal payment paling tinggi akan menang taruhan slot gacor online. Beberapa fitur yang ada dalamn game slot membuat game judi ini semakin menarik ketika dimainkan. Ada demo slot gratis, RTP slot dan free spin di setiap jenis game slot gacor. Memberikan kemenangan di setiap putaran, game slot gacor menjadi game judi dengan waktu kemenangan paling cepat.
Awalnya, game slot gacor tidak dimainkan dengan cara online atau mobile seperti saat ini. Mesin slot menjadi salah satu permainan judi yang ada di gedung Kasino Luar Negeri. Pemain yang ingin mencoba keseruan dan keuntungan permainan mesin slot harus datang ke gedung Kasino yang ada di luar Negeri. Lebih banyak biaya dan waktu yang dikeluarkan saat bermain game slot offline. Pilihan jenis game mesin slot offline juga terbatas karena mesin slot baru menggunakan 3 gulungan dan simbol angka atau buah saja.
Sejalan dengan perkembangan teknologi, game slot menggunakan sistem permainan online dan mobile. Semua game slot yang berasal dari provider game slot terbaik menggunakan sistem HTML 5 agar bisa dibuka dari berbagai jenis smartphone android dan ios. Game slot gacor online lebih mudah untuk dimainkan kapan saja dari Rumah, tempat kerja, tempat nongkrong dan dimana saja. Jenis game mesin slot gacor yang dapat dimainkan sekarang ini jauh lebih banyak dengan tema dan fitur yang terus berkembang. Game slot gacor online memiliki grafis dan tampilan visual yang lebih baik dan modern. Ribuan game slot memiliki tema dan fitur yang keren dan pilihan game slot akan lebih banyak ke depannya karena ada banyak provider game slot yang aktif merilis game slot gacor seperti Provider Spade Gaming, Provider JDB Slot, Provider Playtech Gaming, Provider Microgaming, Provider Habanero Slot, Provider CQ9 Gaming, Provider YGGDRASIL, Provider Play N Go, Provider One Touch Gaming, Provider Pragmatic Play, Provider Live22, Provider Slot88, Provider Play Star, Provider ION Slot, Provider PG Soft, Provider Joker123, Provider Top Trend Gaming, Provider AFB Gaming, Provider RTG Slots, Provider Flow Gaming, Provider Gamatron, Provider Advant Play, Provider Astro Tech, Provider Boongo Gaming, Provider BBIN Gaming dan lainnya.
Proses main game slot online gacor lebih gampang karena sudah ada situs judi online terpercaya dengan link alternative yang sudah bebas dari resiko blokir internet positif dan bisa bermain dari android dan ios. Layanan situs judi online terbaik selalu handal dan memiliki fungsi maksimal dalam mendukung kegiatan berjudi game slot gacor online bisa dimainkan dengan nyaman. Ditambah dengan promosi dan bonus situs judi online terpercaya, kalian akan mendapatkan untung lebih besar. Berjudi dengan nyaman dilakukan dengan cara daftar anggota baru di situs judi online terpercaya yang memiliki sistem security handal dan lisensi resmi untuk melindungi data dan saldo akun dengan maksimal. Melakukan taruhan yang menguntungkan kapan saja semakin aman dengan situs judi online resmi dan terbaik. Proses registrasi anggota baru selalu gratis serta dapat bonus new member dari situs judi online terpercaya.
Info Provider Game Slot Terbaik
Kehadiran pilihan game slot online tergacor lebih lengkap didukung oleh puluhan provider game slot yang sudah memiliki lisensi resmi dan kinerja yang baik. Setiap game mesin slot dari provider terbaik dijamin akan melindungi data dan identitas membernya dengan sangat baik sehingga taruhan lebih nyaman bagi semua pemain slot gacort online. Tema dan tampilan visual game slot dari setiap provider akan selalu berbeda tapi memiliki dasar permainan yang selalu sama. Untuk main game slot gacor online dari setiap provider ternama hanya perlu sekali daftar anggota baru di situs judi online resmi. Ini adalah beberapa provider yang menyediakan banyak game slot online berkualitas dalam 1 User ID situs judi online terpercaya:
1. Pragmatic Play adalah provider game slot gacor yang memberikan ratusan game slot sukses dan paling laris. Main game slot gacor dari Pragmatic Play akan dimanjakan dengan tema yang inovatif dan tampilan visual yang keren. Keuntungan dari game slot provider ini tidak kalah dengan provider game slot lainnya karena ada jackpot besar dan minimal deposit sangat terjangkau.
2. Habanero Gaming merupakan provider game slot gacor dengan tema permainan Asia Tionghoa yang ini seperti game slot Fa Cai Shen dan Koi Gate yang selalu populer di kalangan pemain slot. Habanero gaming memiliki grafis visual yang menawan serta RTP game slot tinggi yang menjadi ciri khas dari permainan slot yang dimiliki provider ini.
3. Joker Gaming merupakan permainan mesin slot gacor yang memberikan banyak game slot dan tembak ikan dengan nilai RTP tinggi. Cukup pilih game slot gacor Joker Gaming jika kalian ingin cepat menang dan mendapatkan keuntungan besar dari RTP game slot gacor online.
4. CQ9 Gaming merupakan penyedia game slot gacor dengan mayoritas game slot bertema Asia. Bermain game slot CQ9 selalu nyaman karena menggunakan kode numerikal stabil dan RTP tinggi. meskipun ada banyak game slot CQ9 Gaming yang menggunakan tema Asia, masih ada banyak game slot dengan tema primer dari CQ9 Gaming yang tidak kalah seru dan populer.
5. Play N Go merupakan provider game slot gacor dengan banyak pilihan game slot seru untuk dimainkan. Bergabung dengan situs judi slot terbaik akan selalu dapat pilihan game slot Play N Go dengan jackpor besar dan tema-tema berbeda. Sensasi bermain game slot dari provider besar ini tidak akan sama dan membosankan.
6. RTG Slot atau Real Time Gaming adalah salah satu penyedia game slot dengan pengalaman dan kinerja terbaik. Setiap game slot yang dirilis adalah game slot gacor dengan karakter permainan yang berbeda. Real Time Gaming juga sudah ada untuk waktu yang lama karena provider ini telah berdiri sejak tahun 1998.
Tips Dan Trik Selalu Menang Game Slot
Bermain game slot online sangat identik dengan peluang dan keberuntungan masing-masing pemainnya. Tapi, untuk merasakan keberuntungan dan peluang yang besar saat main game slot gacor, permainan slot gacor online harus dipersiapkan dengan sangat baik. Pemain slot hanya membutuhkan beberapa trik dan tips yang akan meningkatkan permainan judi slot terpercaya yang dilakukan oleh pemain. Meskipun yang dimainkan adalah game slot dengan tema dan fitur yang berbneda, dasar permainan dan tujuan main game slot online selalu sama yaitu mendapatkan simbol kembar atau simbol kemenangan yang memiliki nilai payment paling tinggi. Ini adalah pilihan trik dan tips jitu agar selalu menang main game slot gacor online:
1. Bermain di malam hari. Lebih banyak kesempatan untuk menang. Saat bermain di malam hari apalagi selalu ada game slot dengan jackpot dan RTP tinggi saat dimainkan di malam hari. Pilih juga waktu dimana para pemain slot tidak main game slot. Bermain di malam hari memberikan peluang menang yang besar juga karena setiap pemain akan memiliki kesempatan melakukan betting pertama kali setelah dealer membuka kembali layanan game slot gacor online.
2. Pilih game slot paling mudah menang. Ada banyak game slot dari provider terbaik yang bisa kalian coba dalam satu akun member saja. Itulah yang membuat pemain slot dapat memilih game slot paling cepat dan gampang menang. Game slot dengan gameplay ringan dan tema permainan ceria bisa kalian pilih saat baru pertama kali main game slot gacor online.
3. Lakukan buy spin. Melakukan putaran yang sering saat main game slot gacor online akan memberikan peluang menang yang besar. Jika game slot gacor yang kalian mainkan menawarkan fasilitas buyspin sebaiknya manfaatkan dengan baik dengan cara membeli fasilitas tersebut dengan tujuan untuk melakukan lebih banyak putaran dalam game slot yang kalian mainkan.
4. Bermain dengan tenang dan sabar. Salah satu cara melakukan taruhan slot sering kalah karena pemain slot tidak bisa focus dan tenang saat main game slot sehingga tanpa disadari banyak kesalahan yang terjadi dan berakibat kekalahan. Selama main game slot gacor online, kalian harus bermain dengan sabar dan tidak buru-buru jadi focus terhadap game slot gacor lebih maksimal.
5 Game Slot Gacor Paling Laris
Sebagai pemain slot online yang memiliki tujuan menang jackpot besar, pilihan game slot gacor online adalah poin yang harus dilakukan dengan hati-hati. Bermain game slot yang salah tidak akan membuat pemain beruntung. Memilih game slot harus melihat apakah bisa kalian mainkan dengan baik atau tidak serta berapa besar peluang menang kalian ketika bermain game slot tersebut. Ini adalah beberapa rekomendasi game slot online paling laris yang bisa dipertimbangkan sebagai pilihan game slot tergacor yang bisa dimainkan dengan sukses:
1. Game Gate of Olympus. Game slot paling populer ini dirilis oleh Pragmatic Play dan memiliki tema Dewa Yunani. Fitur dalam game slot gacor ini adalah Dewa Zeus sebagai simbol wild, 10 baris pembayaran dan RTP 98%. Jackpot maksimal game slot ini 5000x nominal taruhan.
2. Game Koi Gate. Game slot terbaik ini dirilis oleh Habanero Gaming dengan tema mitologi Koi Gate. Fitur game slot ini adalah free spin lebih banyak dengan RTP 98%. Kemenangan maksimal game slot Koi Gate ini mencapai 8640x nominal taruhan.
3. Game Mahjong Ways. Permainan slot populer ini berasal dari PG Soft dengan tema permainan catur tradisional China. Fitur game slot ini adalah simbol wild berupa gunung emas dan RTP 97%. Kemenangan maksimal game slot gacor populer ini mencapai 5000x nominal taruhan.
Panduan Mudah Main Game Slot Online
Memahami cara daftar atau main game slot online adalah salah satu informasi yang pemain slot perlukan untuk mendapatkan hasil taruhan yang maksimal. Main game slot gacor populer memberikan peluang menang besar saat pemain dapat mengikuti proses main game slot gacor online. Cara main game slot online dari provider mana saja akan selalu sama dimulai dengan mealkukan betting pada baris pembayaran game slot gacor dan dilanjutkan dengan melakukan spin. Sebelum bisa melakukan betting pada game slot gacor online, pemain slot harus menyiapkan saldo akun sehingga harus melakukan deposit game slot online. Proses deposit lebih cepat dan bisa dilakukan kapan saja melalui sistem pembayaran via fasilitas rekening Bank lokal dana kun e-wallet.
Hal penting pertama yang wajib dilakukan sebelum melakukan deposit game slot dan betting di baris pembayaran game slot harus melakukan pendaftaran akun baru. Bila memilih situs judi slot terbaik, proses daftar anggota baru akan lebih cepat dan gratis. Pastikan syarat dan cara daftar akun game slot gacor online baru. Pendaftaran akun game slot baru hanya perlu mengisi formulir daftar berikut ini:
1. Nama Akun Baru :
2. Kata Sandi Akun Baru :
3. Konfirmasi Kata Sandi :
4. Nama Lengkap :
5. Alamat Email :
6. Nomor Hp :
7. Nama Rekening Bank :
8. Nomor Rekening Bank :
9. Kode Referal :
10. Kode Validasi :
Semua pemain yang sudah memiliki ID resmi setelah mengisi formulir daftar akan dapat bonus new member dan akun yang dimiliki berlaku untuk semua game slot dari provider game slot ternama. Mainkan game slot gacor yang kalian sukai dengan mudah tapi tetap aman dengan daftar dan taruhan di situs judi online resmi dan terpercaya.
FAQ Game Slot Online
1. Apa itu permainan judi slot online?
Game slot adalah taruhan online yang dilakukan untuk mendapatkan simbol kembar atau simbol wild dengan memutar gulungan yang ada dalam game slot.
2. Apa saja jenis game slot online populer saat ini:
Game Slot 5 Gulungan
Game Slot 3 Gulungan
Game Slot Video Modern
Game Slot Multi Payline
Game Slot Progresif
3. Sebutkan game slot terlaris yang ada di situs judi slot terpercaya:
Gate of Olympus
Koi Gate
Mahjong Ways
4. Apakah aman bermain di situs judi online?
Aman, hanya ada game slot dari provider terbaik dan lisensi resmi untuk melindungi data pemain slot
Kerjasama Ekonomi Asia Pasifik Dengan Kanada – Asia Pascific Economic Cooperation (APEC) merupakan forum yang berperan penting dalam berbagai bidang salah satunya bidang ekonomi. APEC terdiri dari beberapa ekonomi yang ada di beberapa negara. Setidaknya ada 21 ekonomi yang tergabung di dalam forum APEC ini. Dibentuknya APEC ini bukannya tanpa tujuan. APEC memiliki tujuan utama yang sangat penting untuk negara – negara di wilayahnya. Baik ekonomi maju maupun berkembang bergabung dengan APEC untuk bisa meningkatkan perekonomian dengan lebih baik. Kanada menjadi salah satu negara yang bekerjasama dengan forum APEC dalam bidang ekonomi.
Sekilas Tentang Asia Pascific Economic Cooperation (APEC)
APEC merupakan forum yang berhasil dibentuk pada tahun 1989. Forum ini menjadi forum unggulan yang berada di kawasan Asia Pasifik. APEC mampu menjadi forum unggulan karena memiliki tujuan yang sangat penting. Tujuan utama dari APEC ini adalah mendorong atau mempromosikan perekonomian anggotanya. Selain itu APEC juga memiliki tujuan untuk memakmurkan wilayah yang ada di kawasan Asia Pasifik. Memiliki tujuan yang sangat penting tersebut membuat forum ini sangat penting keberadaannya.
Kerjasamanya berasama Kanada menunjukan bahwa APEC memberikan kesempatan kepada Kanada untuk bisa memperkuat hubungan perekonomiannya dengan beberapa ekonomi di wilayah Asia Pasifik. Kanada bisa memperkuat perekonomiannya dengan menjalankan kerjasama dengan beberapa pihak.
Apa latarbelakang dibentuknya APEC? Melihat dari tujuan utamanya bisa disimpulkan bahwa APEC ini ingin merangkul beberapa negara yang ada di wilayahnya dari berbagai segi salah satunya segi ekonomi. Latarbelakang didirikannya APEC ini tidak lepas dari tanggapan tentang adanya ketergantungan antara ekonomi satu negara dengan negara yang lain.
APEC mulai didirikan sebagai tanggapan untuk mempermudah setiap negara di Asia Pasifik untuk melakukan kerjasama di dalam berbagai bidang. Kerjasama dalam bidang ekonomi menjadi bagian paling penting yang dibutuhkan setiap negara. Bergabung dengan APEC mampu memperkuat integrasi ekonomi regional sehingga menghilangkan hambatan dalam hal perdagangan. Lalu bagaimana hubungan kerjasama antara APEC dan Kanada?
Kerjasama APEC dan Kanada
Sebagai anggota yang tergabung di dalam APEC, Kanada memiliki kesempatan yang besar untuk meningkatkan perekonomian. Forum APEC bisa menjadi ruang untuk memperkuat hubungan ekonomi beberapa negara. Selain menyediakan ruang, APEC juga bisa digunakan sebagai bahan uji coba dalam mitra perdagangan, reformasi structural dan integrasi ekonomi.
Seluruh anggota yang tergabung dalam forum ini memiliki perasnnya masing – masing. Seluruh anggota yang berjumlah 21 anggota tersebut memiliki tanggung jawab lebih dari 60% ekonomi global, 47% dalam perdagangan dunia dan sebagai rumah untuk 38% populasi yang ada di dunia. Pada tahun 2020 sendiri APEC memberikan sumbangan sebesar 82% dalam perdagangan barang yang ada di Kanada.
20 departemen mitra dari Pemerintah Kanada bahkan lebih terlibat dalam berbagai agenda kegiatan APEC. Agenda tersebut mampu membuat pemberdayaan ekonomi kaum wanita, etika industry kesehatan dan kesehatan mental menjadi lebih baik. Keterlibatan Kanada ini mampu memberikan Kanada kesempatan yang besar untuk membentuk prioritas dagang yang lebih luas dikawasan Asia dan Pasifik.
Kenapa Forum APEC Penting Untuk Kanada?
APEC dianggap sebagai salah satu forum yang sangat penting untuk menjaga kemakmuran ekonomi Kanada kedepannya. APEC menjadi satu – satunya forum yang mampu menyelenggarakan pertemuan para pemimpin yang ada di Kanada. Forum ini mampu menyatukan seluruh pemimpin, perwakilan bisnis, pejabat senior, menteri dan yang lainnya. Pertemuan antara pemimpin ini mampu membuat agenda APEC bisa berjalan secara teratur.
Pertemuan para pemimpin yang biasanya diadakan oleh APEC ini mampu menghasilkan kebijakan dan proyek yang berhasil. Agenda yang berhasil dibuat tersebut nyatanya mampu memberikan dampak yang baik untuk pertumbuhan perekonomian. Pergerakan perdagangan menjadi lebih aman dari gangguan – gangguan orang maupun pihak yang lain.
Alasan kenapa APEC sangat penting untuk Kanada ialah, APEC mampu membuat Kanada lebih terlibat dalam berbagai diskusi tentang ekonomi di dunia. Hal ini sangat memungkinkan APEC untuk mendapatkan banyak mitra dagang yang penting. Sejak didirikan pada tahun 1989, total dari perdagangan APEC telah meningkat hingga 8 kali lipat.
Apa Peran Kanada Bagi APEC?
Tidak hanya APEC saja yang penting bagi Kanada namun Kanada juga memiliki peran yang penting bagi APEC. Bagi APEC, Kanada memiliki peran yang penting dalam mengambil keputusan APEC. Pemerintahan Kanada sangat berperan aktif dalam setiap agenda yang dibuat oleh APEC. Setidaknya Kanada berperan lebih dari 35 kelompok kerja yang aktif.
Kanada menjadi mitra utama yang terus melibatkan dirinya dalam berbagai kegiatan APEC. Kegiatan APEC yang diperluas membuat semua hal bisa teratasi melalui forum ini. Berbagai masalah mulai dari keamanan yang mendesak, melawan terorisme, melawan penyakit menular dan berbagai biadng lainnya. Peran aktif yang diberikan Kanada ini mampu membuat APEC bisa lebih efektif dalam memberikan perannya.
Hadiah dan Penghargaan APEC
Setelah mengetahui kerjasama antara APEC dan Kanada bisa disimpulkan bahwa keduanya saling membutuhkan. Tidak hanya Kanada yang membutuhkan APEC namun APEC juga membutuhkan Kanada. Karena APEC menjadi forum yang penting untuk ekonomi global maka APEC mendapatkan banyak penghargaan dan hadiah.
Penghargaan yang mampu diraih APEC adalah penghargaan Bio Circular Green (BCG) dan hadiah ASPIRE. Penghargaan dan hadiah tersebut menunjukan bahwa APEC memberikan kinerja yang sangat baik secara global. Untuk terus bisa menjalankan tujuan utamanya, APEC selalu membuat agenda rutin untuk bertemu dengan para pemimpin dari seluruh anggota yang tergabung.
Manfaat Kegiatan Kerjasama Internasional di Kawasan Asia Pasifik – Asia Pasific Economic Cooperation atau APEC merupakan sebuah forum dengan tingkat internasional yang anggotanya merupakan beberapa negara yang berada di lingkar samudra Pasifik. Adanya forum yang satu ini menjadikan wadah untuk menjalin kerjasama di dalam bidang ekonomi serta bisnis.
Keberadaan dari organisasi APEC ini memiliki kemampuan dalam mendorong negara yang berada di lingkup Asia Pasifik supaya dapat meningkatkan kemajuan pada bidang ekonomi. Selain itu juga terhadap integrasi antar negara yang sudah tergabung untuk menjadi keanggotaan.
Dengan adanya kerjasama antar negara ini tentunya memberikan keuntungan tersendiri dalam menjalin hubungan secara internasional guna mencapai kesejahteraan serta keadilan untuk masyarakat secara global. Adapun dari segi manfaat yang bisa dirasakan dengan tergabung dalam organisasi APEC bagi Indonesia diantaranya sebagai berikut:
• APEC merupakan sebuah forum yang sudah terkonsolidasi dengan menuju arah perdagangan yang lebih terbuka serta sejalan dengan adanya prinsip perdagangan secara multilateral.
• APEC menjadi forum yang cenderung sangat fleksibel untuk nantinya dapat membahas sejumlah isu ekonomi secara internasional.
• Membantu dalam meningkatkan peran swasta serta keberadaan masyarakat Indonesia supaya dapat membuka sistem liberalisasi terhadap perdagangan.
• Peningkatan terhadap human and capacity building.
• APEC merupakan salah satu forum dan menjadikannya sebagai wadah dalam bertukar pengalaman terhadap sejumlah anggota.
• APEC menjadi sumber peningkatan terhadap potensi ekonomi perdagangan hingga investasi di Indonesia.
• Dapat memproyeksikan sejumlah kepentingan Indonesia di dalam konteks ekonomi secara internasional.
• APEC juga menjadi sebuah forum yang memungkinkan negara Indonesia supaya bisa memproyeksikan kepentingannya serta memberikan keamanan terhadap posisinya di dalam tata hubungan ekonomi secara internasional dengan bebas dan terbuka.
Manfaat Hubungan Internasional
1. Memberikan Kemudahan Ekspor Impor
Salah satu manfaat secara keseluruhan ketika tergabung dalam forum APEC tentunya bisa bekerja sama dengan sektor tertentu seperti halnya ekonomi guna memberikan kemudahan dalam proses kegiatan ekspor dan impor antar negara. Kegiatan ekspor tersebut dengan melakukan penjualan produk ke luar negeri dan kegiatan impor merupakan salah satu kegiatan untuk melakukan pemberian produk yang berasal dari luar negeri.
Dengan terjalinnya sebuah hubungan secara internasional tentunya bisa membantu dalam memberikan kemudahan untuk menunjang kegiatan ekspor impor yang sangat penting bagi kalangan masyarakat. Sehingga dengan tergabung menjadi anggota pada forum APEC tentunya akan memberikan keuntungan tersendiri pada sektor ekonomi kedepannya.
2. Menarik Investor Asing
Jalinan hubungan secara internasional antar negara dalam lingkup kawasan Asia Pasifik memberikan keuntungan lain supaya nantinya bisa menarik investor asing untuk menanamkan investasinya di dalam usaha yang tersedia. Tujuan dengan tergabung melalui APEC supaya nantinya tetap bisa memperoleh keuntungan secara internasional.
Dengan ketersediaan sumber daya alam yang ada di Indonesia memang sudah sangat terkenal keberagamannya yang bisa memberikan daya tarik tersendiri untuk investor asing dalam membuka sebuah usahanya di dalam negeri. Hal seperti ini memiliki tujuan tidak hanya memberikan keuntungan terhadap investor akan tetapi juga terhadap negara hingga masyarakat karena terbuka lapangan pekerjaan.
3. Lapangan Pekerjaan Terbuka Luas
Manfaat dengan menjalin hubungan secara internasional pada sektor ekonomi dan yang lainnya tentunya bisa dirasakan dengan semakin luasnya ketersediaan lapangan pekerjaan bagi masyarakat di sebuah negara. Hal seperti ini didukung oleh adanya perkembangan teknologi yang ada di negara maju dan turut memberikan hasil untuk ketersediaan lapangan pekerjaan yang semakin luas dan terbuka bagi kalangan masyarakat secara global.
Dengan terjalinnya hubungan secara internasional yang lebih baik tentunya memberikan kesempatan baru untuk kalangan masyarakat supaya bisa bekerja serta menekan angka pengangguran. Tujuan positif inilah yang memberikan keuntungan bagi setiap negara yang sudah tergabung di dalam keanggotaan APEC di kawasan Asia Pasifik.
4. Meningkatkan Kesejahteraan Negara
Bagi negara yang sudah menjadi anggota dari APEC tentunya akan merasakan keuntungan bahwasanya mampu meningkatkan kesejahteraan negara serta masyarakat yang ada di dalamnya. Dari sektor ekonomi memiliki keterlibatan dalam kemampuannya untuk meningkatkan kesejahteraan bagi seluruh masyarakat yang ada di suatu negara yang sudah terlibat di dalam APEC.
Pada kesejahteraannya tersebut dapat dilihat dengan tercukupinya kebutuhan baik itu ekonomi ataupun materi. Sehingga dengan tergabung forum APEC tentunya memperoleh jaminan terhadap kesejahteraan secara menyeluruh.
5. Menekan Angka Inflasi
Dari hubungan internasional tentunya bisa membantu dalam menekankan angka inflasi di suatu negara. Inflasi merupakan kenaikan terhadap harga barang atau pun jasa yang pada umumnya dan terjadi secara terus-menerus di dalam jangka waktu tertentu.
Kegiatan kerjasama antar negara yang sudah terjalin pada forum APEC ini tentunya bisa membantu dalam menekankan angka inflasi. Kerjasama yang terselenggara dari beberapa anggota negara tentunya akan memberikan solusi dalam mengatasi masalah yang terjadi di sebuah negara tertentu.
6. Tercukupi Kebutuhan
Terjalinnya sebuah hubungan secara internasional melalui forum APEC tentunya bisa membuat kebutuhan di setiap negara tercukupi dengan cara yang sangat mudah. Hal seperti ini bisa diwujudkan dari kegiatan perdagangan secara internasional yang sudah terjadi antar negara yang masuk di dalam keanggotaan APEC serta kebutuhan negara tersebut bisa tercukupi dengan keterbukaan kegiatan impor yang berasal dari luar menuju ke dalam negeri.
7. Modernisasi Sistem Ekonomi
Terjalinnya hubungan secara internasional dari forum APEC mampu menghasilkan sistem ekonomi yang cenderung lebih modern dengan sistem yang berasal dari negara maju. IMF merupakan organisasi internasional yang memiliki tanggung jawab besar dalam menjaga sistem moneter di lingkup internasional.
APEC Sebagai Bentuk Kerja Sama Negara Asia Pasifik – Kerjasama dalam sektor ekonomi di kawasan Asia Pasifik atau yang dikenal dengan sebutan bahasa Inggris Asia Pacific Economic Cooperation (APEC) merupakan forum ekonomi dengan adanya 21 negara yang berada di lingkar Pasifik. Keberadaan dari bentuk kerjasama melalui forum ini memiliki tujuan dalam mengukuhkan pertumbuhan ekonomi, mempererat komunitas serta membantu dalam mendorong kegiatan perdagangan bebas yang terdapat di seluruh kawasan Asia Pasifik.
APEC telah didirikan di tahun 1989 yang berperan sebagai tanggapan untuk memberikan solusi Pada pertumbuhan interdependensi ekonomi yang terdapat di negara kawasan Asia Pasifik. Dari lahirnya kerjasama ekonomi Asia Pasifik ini merupakan blok perdagangan lainnya yang terdapat di bagian lain yang ada di dunia.
Hal ini juga menjadi ketakutan bagi Jepang yang telah mendominasi terhadap kegiatan ekonomi yang terdapat di kawasan Asia Pasifik serta guna membantu untuk proses pendirian pasar baru supaya menghasilkan produk agrikultural hingga bahan mentah yang terdapat di luar Eropa. Dari forum yang satu ini bermarkaskan di Singapura dan telah diakui sebagai salah satu forum tertua dan blok multilateral dengan tingkat tertinggi yang terdapat di kawasan Asia Pasifik serta memberikan pengaruh yang cukup besar terhadap global secara signifikan.
Pertemuan bagi para pemimpin ekonomi tahunan APEC pastinya dihadiri secara langsung oleh kepala pemerintahan yang berasal dari keseluruhan negara yang menjadi anggota dari APEC kecuali Taiwan yang telah diwakilkan dari pejabat level menteri yang dinamakan Tionghoa Taipei sebagai kepala ekonomi. Lokasi untuk pertemuannya sendiri telah dirotasi di setiap tahun diantara negara yang menjadi keanggotaan forum serta sebagai bentuk tradisi yang nantinya akan diikuti oleh keseluruhan pertemuan dengan setiap kepala pemerintahan yang bisa hadir menggunakan pakaian tradisional dari negara tuan rumah.
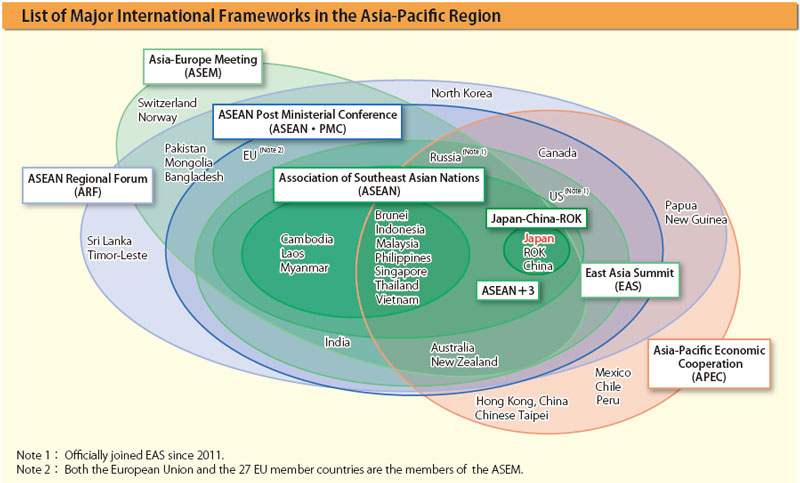
APEC juga mempunyai tiga pengamat secara resmi yaitu sekretariat perhimpunan bangsa-bangsa Asia tenggara, sekretariat forum kepulauan Pasifik dan dewan kerjasama ekonomi Pasifik. Tentunya dengan kehadiran forum kerjasama ekonomi Asia Pasifik ini memiliki sejarah yang cukup panjang untuk bisa diketahui oleh keseluruhan negara yang menjadi anggotanya.
Hal ini bermula di bulan Januari 1989 seorang perdana menteri Australia Bob Hawke memberikan usulan atas idenya supaya mendirikan kerjasama ekonomi yang menjadi lebih efektif untuk perkembangan di kawasan Asia. Sehingga berujung dengan diselenggarakannya pertemuan pertama kali APEC tepatnya di ibukota Australia yaitu Canberra dengan diketuai secara langsung oleh menteri luar negeri Australia Gareth Evans.
Rapat itulah yang dihadiri oleh menteri berasal dari 12 negara serta berujung terhadap komitmen supaya mengadakan pertemuan setiap tahun untuk masa depan di Singapura serta Korea Selatan. Negara yang berasal dari ASEAN menentang adanya usulan di awal dan gantinya yaitu dengan memberikan usulan kaukus ekonomi Asia Timur yang pastinya tidak dengan memasukkan negara non Asia seperti halnya Kanada, Amerika Serikat, Australia, serta Selandia Baru.
Dari usulannya tersebut ditentang oleh sejumlah negara yang berada di kawasan Amerika dan diberikan kritik pedas oleh Jepang serta Amerika Serikat. Pertemuan pertama dengan pemimpin ekonomi APEC diselenggarakan di tahun 1993 pada saat presiden Amerika Serikat Bill Clinton, sesudah melakukan diskusi bersama perdana menteri Australia Paul Keating yang telah mengundang para kepala pemerintahan yang berasal dari negara anggota supaya menghadiri pertemuan yang diselenggarakan di Pulau Blake.
Clinton mengharapkan bahwasanya hal seperti ini bisa melanjutkan negosiasi Uruguay round yang sebelumnya telah terhambat. Pada rapat yang diselenggarakan itulah beberapa pemimpin telah menyerukan supaya melanjutkan pengurangan terhadap batasan perdagangan dan investasi hingga menggagas adanya sebuah visi komunitas di kawasan Asia Pasifik supaya mendorong kesejahteraan dengan kerjasama.
Pada akhirnya mendirikan pusat sekretariat APEC yang terdapat di Singapura supaya memberikan kemudahan dalam proses koordinasi kegiatan yang dilakukan oleh organisasi tersebut. Di dalam pertemuannya pada tahun 1994 yang berlangsung di Bogor Indonesia tentunya para pemimpin APEC telah mengadopsi Bogor Goals atau dengan kata lain dari dalam bahasa Indonesia tujuan Bogor.
Hal ini memiliki tujuan dalam mendorong perdagangan serta investasi secara terbuka yang terdapat di kawasan Asia Pasifik dimulai dari tahun 2010 untuk para ekonomi industri serta di tahun 2020 untuk ditujukan pada ekonomi berkembang. Di tahun 1995, kerjasama ekonomi Asia Pasifik ini telah mendirikan adanya badan penasehat bisnis yang diberikan nama APEC Business Advisory Council (ABAC) yang terdiri atas 3 eksekutif bisnis yang berasal dari setiap negara anggota.
Di bulan April 2001, APEC telah melangsungkan kerjasama dengan adanya 5 organisasi internasional yang lainnya untuk melakukan peluncuran terhadap pelatihan data gabungan minyak. Di mana pada tahun 2005 telah menjadi joint organization data initiative.
KTT APEC telah diadakan di setiap tahun bersama negara-negara yang menjadi anggotanya. Pada pertemuan pertama untuk organisasi APEC yang diselenggarakan di kantira Australia di tahun 1989.
APEC telah menghasilkan deklarasi Bogor ketika diselenggarakan KTT di tahun 1994 yang diberlangsungkan di Bogor dengan memiliki tujuan supaya menurunkan tingkat bea cukai sampai 0 serta 5% yang terdapat di lingkungan Asia Pasifik untuk kawasan negara maju dengan paling lambatnya di tahun 2010. Sementara itu untuk sejumlah negara berkembang memiliki ketentuan selambat-lambatnya di tahun 2020.
Di tahun 1997 KTT APEC telah diselenggarakan di Vancouver Canada. Akan tetapi timbul kontroversi kepolisian setempat menggunakan bubuk merica supaya meredakan aksi terhadap pengunjung rasa yang memprotes kehadiran Soeharto untuk menjabat presiden Indonesia kala itu.
Kerja Sama di Bidang Ekonomi antar Negara Asia Pasifik – Kerja sama antar negara-negara menjadi wujud diplomasi yang sudah sangat umum. Organisasi pun terbentuk dari negara-negara yang mempunyai kepentingan yang sama dan berusaha mencapai tujuan yang sama itu secara komunal. Organisasi negara-negara terbesar tentu saja adalah PBB yang membawahi banyak bidang dan menjadi organisasi dengan kewanangan yang sangat besar baik itu dalam ranah ekonomi, kesehatan, dan hingga keamanan di negara-negara anggotanya. Selain itu, ada juga organisasi seperti ASEAn yang anggotanya adalah negara-negara di wilayah Asia Tenggara dan memiliki beragam bentuk kerja sama di berbagai bidang. Organisasi yang serupa dan lebih luas hadir dalam bentuk kerja sama negara-negara Asia Pasifik. Ada beberapa persamaan antara-negara di wilayah Asia Pasifik sehingga muncul suatu kerja sama nyata. Inipun kemudian hadir dalam bentuk organisasi resmi bernama APEC atau Asia-Pacific Economic Cooperation.
APEC menjadi suatu bentuk kerja sama nyata multilateral antar banyak negara. Anggotanya memang negara-negara yang ada di wilayah Asia dan Pasifik. Ada dua puluhan anggota yang sudah resmi bergabung. APEC ini sudah terbentuk sejak cukup lama. APEC terbentuk sejak 1989 dan salah satu tujuan utamanya memang di bidang ekonomi. Bahkan, anggota-anggotanya pun menjadi suatu entitas ekonomi sehingga keanggotaannya tidak semata sebagai wujud suatu negara. Tujuannya memang jelas untuk memajukan ekonomi di anggota dari negara yang masuk dalam cakupan lingkar Asia dan Pasifik ini. Kerja sama yang ada juga tidak terkait dengan politik dan karena itu keanggotannya lebih pada entitas ekonomi walau tentu dampaknya akan secara langsung dan tidak langsung dirasakan oleh negara anggotanya.
Dari APEC ini, ada tujuan nyata yang memang sudah dirumuskan dan berusaha dicapai bersama-sama. Pertama, itu adalah untuk mendorong pertumbuhan ekonomi dan pembangunan jaringan ekonomi yang saling menyokong di wilayah Asia dan Pasifik. Lalu, karena ini adalah kaitannya dengan ekonomi, hal paling nyata tentu saja adalah memperkuat sistem perdagangan dan ini terbentuk dalam beragam kebijakan yang ekslusif bagi anggota-anggota di APEC ini. Kerja sama lebih lanjut juga diupayakan di bidang ekonomi. Termasuk dengan saat ini ekonomi mulai masuk ke ranah ekonomi digital, ini pun menjadi perhatian dari APEC. Kerja sama tidak saja dalam hal kebijakan tapi juga dalam pelaksanaan latihan bersama dalam merumuskan kebijakan ekonomi yang konstruktif bagi anggota yang ada di dalam APEC.
Salah satu bentuk kerja sama yang nyata dari APEC ini terjadi saat pandemi COVID-19 melanda seluruh dunia. Semua negara menjadi korban dari pandemi ini. Saat vaksin pun mulai ditemukan dan kasus pandemi mulai menurun, sektor perekonomian mengalami hantaman yang sangat besar. Dengan beragam situasi yang disebabkan oleh pandemi, banyak negara yang terpuruk di bidang ekonomi, termasuk juga di wilayah Asia dan Pasifik. Walau memang COVID-19 masuk dalam ranah kesehatan, dampak yang sangat besar juga dialami di sektor ekonomi sehingga APEC pun mengupayakan kebangkitan ekonomi pasca pandemic tersebut.
Percepatan penanagan pandemi dan pemulihan menjadi bentuk nyata kerja sama di APEC ini. Hal ini juga tertuang dalam pertemuan APEC di masa pandemic yang lalu. Percepatan pemulihan ini tidak sekedar di bidang ekonomi, tapi pertama-tama tentu saja menekan angka kasus COVID-19 sehingga salah satu bentuk nyata adalah pengupayaan distribusi vaksin secara luas agar mudah diakses di wilayah Asia Pasifik. Dengan sudah mulai ditekannya kasus pandemi, kemudian kerja sama diupayakan dan dirumuskan. Salah satunya adalah untuk membangun kerja sama di sektor perdagangan yang sempat meredup pasca pandemi karena banyak negara melakukan isolasi sehingga kegiatan eksport dan import pun menjadi sulit dilakukan. Dengan sudah membaiknya kondisi yang ada, kerja sama perdagangan setidaknya di wilayah Asia Pasifik perlu segera dibangkitkan dengan adanya kebijakan perdagangan baru untuk beradaptasi dengan situasi yang ada.
Perhatian lainnya adalah pengupayaan dan pemberdayaan ekonomi digital yang memang menjadi salah satu hal yang justru hidup dan tumbuh dengan cukup bagus di masa pandemi. Dengan minimnya interaksi bahkan dalam cakupan wilayah suatu provinsi dalam negara dan wilayah lebih kecil lagi, ekonomi digital seperti dengan akses belanja online justru menjadi solusi. Karena itu, ekonomi digital menjadi bentuk langkap adaptif yang perlu diberdayakan dan ditingkatkan di APEC dalam masa pemulihan usai pandemi.
Situasi yang sempat sulit di banyak negara, termasuk di negara Asia Pasifik pun juga memicu agenda untuk pemberdayaan investasi agar masuk kembali ke negara-negara di wilayah Asia Pasifik ini. dengan terpuruknya sektor ekonomi, suntikan dari investasi memang diperlukan untuk bisa bangkit kembali dalam upaya pemulihan pasca pandemi. Bahkan dalam pertemuan di Selandia Baru pada 2021 lalu, digalakkan perhatian utama pada perdagangan barang-barang esensial untuk pemulihan di usai masa pandemi. Barang esensial ini termasuk dalam bahan pangan dasar hingga keperluan perangkat kesehatan.
Selain penanganan dalam pemulihan pasca pandemi, hal yang sudah lama berjalan dan masih tetap ada sampai saat ini adalah kerja sama dalam bidang transfer teknologi dan pengetahuan dalam mengupayakan perkembangan ekonomi. Dengan kapabilitas anggota yang berbeda-beda di banyak sektor, transfer teknologi dan pengetahuan ini juga penting. Termasuk juga sudah muncul adanya Business Travel Card yang berlaku spesifik antar negara-negara Asia Pasifik sehingga mempermudah akses perjalanan ke negara-negara tersebut dan komunikasi hingga perdagangan pun menjadi jauh lebih mudah dan efektif. Masing-masing negara pun diupayakan untuk membuka pasarnya untuk beragam produk eksport unggulan dari negara-negara peserta guna mendukung perkembangan di tiap negara di wilayah Asia Pasifik.
Perhatian Kerja Sama Negara Asia-Pasifik di Bidang Lingkungan – Kerja sama antar negara menjadi hal yang tidak aneh sama sekali. Tiap negara bisa menjalin kerja sama bilateral dan ragam bentuk kerja sama lainnya dalam berbagai bidang. Dalam kondisi saat ini dengan banyaknya negara dan beragam keperluan dan kebutuhan yang ada, banyak negara yang kemudian membentuk suatu kerja sama berdasarkan suatu persamaan tertentu. Salah satu yang paling umum adalah kerja sama terkait kesamaan wilayah. Hal ini bisa terlihat seperti pada kehadiran dari ASEAN yang merupakan kerja sama antar negara-negara yang berada di wilayah Asia Tenggara.
Bentuk kerja sama yang ada pun mencakup banyak bidang, mulai dari bidang ekonomi, bidang politik, lingkungan, budaya, dan ragam bidang lainnya. Cakupan yang lebih luas lagi adalah kerja sama antar negara-negara Asia Pasifik. Ada kerja sama yang sudah resmi terbentuk dengan nama APEC yang fokusnya lebih di bidang ekonomi dan ada bentuk kerja sama lainnya. Hal tersebut bisa ditemukan salah satunya dalam bentuk kerja sama di bidang lingkungan. Salah satu yang terwujud adalah dalam bentuk pertemuaan Asia-Pacific Rainforest Summit. Ini merupakan bentuk kerja sama dari negara-negara di Asia-Pasifik yang mempunyai hujan hujan tropis.
Sebagian besar negara-negara di wilayah Asia dan Pasifik memang berada dalam wilayah dengan iklim tropis. Negara-negara ini mempunyai wilayah hutan hujan tropis yang sudah alami terbentuk. Walau demikian, dengan perkembangan manusia dan eksplorasi serta perluasan wilayah, cakupan hutan hujan tropis atau rainforests itu memang semakin hari semakin menyusut. Padahal, peran dari hutan hujan tropis sangatlah penting. Itu merupakan bagian dari paru-paru dunia. Dengan kata lain, hujan hujan tropis tidak saja membawa manfaat bagi suatu negara yang di wilayahnya terdapat hujan itu, namun itupun membawa cakupan manfaata yang lebih besar kepada bumi secara umum. Karena itu, negara-negara yang memang memiliki hutan hujan tropis mulai membangun kesadaran untuk melakukan konservasi dan menjaga hutan yang ada. Pihak negara-negara lain juga menunjukkan dukungan. Ini diperlukan agar eksploitasi terhadap hutan bisa berkurang.
Hutan hujan di negara-negara Asia-Pasifik memegang peranan penting. Di tengah pemanasan global yang menjadi isu di dunia, peran hutan sangat penting dalam menekan pemanasan global dan bahkan mengurangi dampak yang saat ini sudah cukup massif. Hal ini tentu perhatian sehingga dengan adanya acara seperti Asia-Pacific Rainforest Summit ini memang penting. Ini menjadi bentuk nyata dari kerja sama antara negara-negara Asia-Pasifik dalam mengelola lingkungan yang ada. Ada banyak hal yang dibicarakan dan kemudian juga menjadi agenda dan kesepakatan bersama. Tujuan utamanya tentu adalah memperkuat kemitraan negara-negara Asia Pasifik yang mempunyai hutan agar bisa mendapatkan dukungan dan mampu menjalankan program yang jelas untuk konservasi hutan yang ada. Salah satu agenda paling nyata adalah upaya deforestasi hutan terutama yang ada di wilayah Asia Tenggara dan negara-negara Pasifik. Ini menjadi perhatian sangat besar karena saat ini sudah sangat sering terjadi pembalakan dan pemukaan wilayah hutan untuk keperluan pemukiman dan industry. Tidak saja itu, ada bahaya nyata seperti kebakaran hutan baik itu yang disengaja ataupun juga tidak disengaja. Dalam beberapa tahun terakhir, cukup sering terjadi berita kebakaran hutan yang tidak mengikis hutan, tapi juga mengancam flora dan fauna yang hidup di dalamnya. Karena itu, negara-negara sepakat untuk memperketat peraturan terkait pemberdayaan dan penggunaan hutan itu dengan tetap memperhatikan risiko kebakaran hutan yang ada.
Hal lainnya yang juga dibicarakan tidak saja tentang hutan saja, tapi juga tentang emisi karbon yang ada. Emisi karbon memang menjadi salah satu sumber dan penyebab utama dari parahnya pemanasan global yang ada. Ini berasal dari konsumsi bahan bakar fosil yang massif baik itu dalam sektor transportasi, industri, hingga juga sektor perumahan dengan penggunaannya dalam sumber daya listrik. Beberapa negara di Asia-Pasifik memang masih banyak yang menggunakan bahan bakar fosil untuk pembangkit listrik, dan salah satu yang banyak digunakan adalah batu bara. Karena itu, rumusan tentang pemanfaatan energi yang terbarui dan penekanan emisi yang ada menjadi salah satu buah dan menjadi agenda kerja sama dalam negara-negara Asia-Pasifik ini.
Terkait emisi ini, negara-negara juga bekerja sama dalam pengolahan limbah secara positif. Hal ini sangat penting karena limbah industri dan limbah lainnya menjadi bagian penting dalam aspek konservasi lingkungan. Negara-negara Asia-Pasifik juga berkomitmen untuk menetapkan peraturan yang ada, termasuk dalam penurunan tingkat emisi yang ada. Salah satunya adalah komitmen dari Indonesia yang mengupayakan menurunkan tingkat emisi dari 29% menjadi 17,2% saja dalam jangka waktu beberapa tahun ke depan. Menurunkan tingkat emisi secara drastis memang tidak mudah dilakukan. Karena itu, kerja sama dalam pemberdayaan dan pengembangan teknologi untuk energi terbarukan menjadi perhatian penting dalam kerja sama Asia-Pasifik di bidang lingkungan.
Indonesia sebagai salah satu bagian dari negara Asia-Pasifik dan sekaligus memiliki hutan hujan tropis terbesar di dunia pun mendapatkan perhatian. Indonesia mempunyai hutan terluas ketiga di dunia saat ini sehingga perannya dalam menjadi paru-paru dunia dan rumah bagi beragam fauna dan flora sangatlah penting. Karena itu, ada agenda yang diupayakan bersama-sama baik oleh pemerintah Indonesia dan juga dalam kerja sama dengan Asia-Pasifik. Salah satunya adalah pengolahan lahan gambut. Lahan gambut salah satunya yang ada di Kalimantan memiliki potensi besar dalam konservasi lingkungan sehingga studi dan program pengembangan dan pemberdayaannya menjadi salah satu hal yang diupayakan bersama antar negara-negara Asia-Pasifik.
Kerja Sama di Bidang Ekonomi dan Lingkungan Asia Pasifik – Suatu negara tentu tidak bisa begitu saja berdiri sendiri. Tiap negara perlu adanya negar lain dan ini mendorong munculnya beragam bentuk kerja sama baik itu kerja sama bilateral hingga kerja sama multilateral dengan cakupan yang sangat luas. Negara-negara dengan perhatian yang sama dan tujuan yang sama pun berusaha untuk menjalin kerja sama yang menguntungkan untuk semua pihak. Untuk kerja sama dan organisasi negara-negara terbesar tentu saja adalah PBB. Lalu, beberapa negara dengan kesamaan wilayah pun membangun kerja sama. Wilayah di Asia Tenggara mempunyai ASEAN. Secara lebih luas lagi, negara-negara di wilayah Asia Pasifik pun kemudian membentuk organisasi dan kerja sama, seperti di bidang ekonomi sebagaimana yang ada dalam APEC atau Asia Pacific Economic Cooperation.
APEC memang mempunyai perhatian utama di bidang ekonomi. Tujuan utamanya adalah mengembangkan sektor ekonomi di tiap negara yang ada di lingkaran Asia Pasifik ini, terutama anggota yang masuk dalam organisasi APEC ini. Ada 21 anggota yang saat ini tergabung dan APEC sudah terbentuk sejak 1989 yang lalu. Di sektor ekonomi, memang ada banyak hal yang dikerjakan dan bisa diupayakan bersama. Lebih lagi, ekonomi akan terkait dengan perdagangan dan suatu negara tentu tidak bisa mencukupi kebutuhannya sendiri. Bahkan negara dengan sumber daya yang kaya seperti Indonesia pun tetap perlu untuk import beberapa bahan kebutuhan untuk mencukupi kebutuhan industri dan sektor lainnya.
Negara di Asia Pasifik tentu saja tidak sekedar import saja, tapi juga eksport untuk menjual barang komoditas yang ada di negara itu dan diperlukan oleh negara lainnya. Salah satu tujuan dari kehadiran APEC ini adalah untuk membuka jalur perdagangan yang lebih mudah sehingga keperluan akses import dan eksport tidak akan sulit dilakukan oleh negara-negara di wilayah Asia Pasifik. Hal ini terbukti berhasil dan memang berjalan dengan baik. Salah satu bentuk kerja sama yang ada di bidang perdagangan itu adalah terbukanya pasar untuk komoditas eksport utama dari negara-negara di Asia Pasifik. Masalah-masalah di perbatasan dan akses lainya pun dipermudah sebagai bentuk kerja sama yang nyata di dalam Asia Pasifik ini.
Pelaku usaha pun juga diuntungkan dengan adanya Business Travel Card yang sudah berlaku di anggota-anggota APEC. Pelaku usaha dipermudah dalam melakukan bisnis dan perdagangan dengan akses ini. Perjalanan bisnis ke negara-negara di wilayah Asia Pasifik sangat dipermudah dengan adanya Business Travel Card itu. Dengan begitu, pengembangan perusahaan bisa didorong dan perdagangan menjadi jauh lebih lancar. Tak hanya itu, pintu investasi pun menjadi lebih lancar dan banyak negara yang sudah mendapatkan keuntungan dari hal ini. Bahkan, masing-masing anggota Asia Pasifik berkomitmen untuk bekerja sama dalam transfer pengetahuan dan teknologi untuk mendukung perkembangan perekonomian. Pelatihan-pelatihan pun digalakkan dan diselenggarakan untuk mengembangkan SDM atau Sumber daya manusia yang diperlukan.
Salah satu bentuk kerja sama yang cukup besar terasa adalah dengan pertemuan APEC 2021 dengan topik untuk membicarakan kerja sama dalam pemulihan pasca pandemi COVID-19. Pandemi ini memang menjadi teror luar biasa di banyak negara dan tidak saja sektor kesehatan yang mendapatkan dampak besar, perekonomian pun terpuruk. Anggota APEC pun berusaha membangun kerja sama nyata untuk sama-sama bangkit dan pulih dari pandemi di sektor ekonomi. Salah satu bentuk nyata adalah dalam kebijakan perdagangan. Tidak saja pintu perdagangan kembali dibuka usai adanya banyak isolasi yang terjadi, tapi juga ada kebijakan baru untuk beradaptasi dengan situasi baru yang muncul, Ekonomi digital juga diupayakan bersama-sama.
Kerja sama negara-negara di Asia Pasifik ini tidak saja di bidang ekonomi. Ada bidang lainnya juga yang menjadi kerja sama dan perhatian bersama. Salah satunya ada di bidang lingkungan. Lingkungan menjadi perhatian besar di banyak negara saat ini dengan isu global warming yang telah menjadi ancaman nyata dan menyebabkan banyak perubahan di iklim dan perubahan lainnya secara luas. Karena itu, negara-negara di wilayah Asia Pasifik yang khususnya mempunyai wilayah hutan pun memiliki bentuk kerja samanya tersendiri, dan salah satunya hadir dalam Asia-Pacific Rainforest Summit. Dari nama pertemuan negara-negara ini, sudah cukup jelas bahwa isu lingkungan yang diangkat sangat berkaitan erat dengan hutan. Hutan memang menjadi elemen penting dalam mengatasi beragam isu lingkungan, terutama dalam ancaman pemanasan global yang terjadi saat ini.
Ada banyak bentuk kerja sama yang disepakati dari pertemuan negara-negara pemilik hutan di Asia Pasifik ini. Salah satunya tentu saja adalah penghijauan dan konservasi untuk hutan yang ada. Kenyataannya memang saat ini luasan hutan semakin menyusut tiap tahunnya dengan pembukaan lahan untuk perumahan hingga industri. Padahal, hutan menjadi paru-paru dunia dan menjadi rumah bagi beragam fauna dan flora yang sebagian mulai terancam punah karena eksploitasi hutan yang ada.
Ditambah lagi, sering terjadi kasus kebakaran hutan entah itu terjadi secara disengaja atau tidak. Karena itu, konservasi dan pengembangan wilayah hutan menjadi bentuk kerja sama dan diupayakan untuk menjadi kebijakan resmi di tiap negara-negara yang terlibat dalam summit tersebut. Tak hanya itu, upaya dalam penanaman hutan mangrove juga menjadi opsi yang bisa dilakukan. Selain menambah wilayah dan area hijau, ini juga menangkal erosi dengan peningkatan air laut yang ada saat ini sebab mencairnya es di kutub karena pemanasan global. Pemberdayaan lahan gambut juga menjadi salah satu anggota. Indonesia yang memiliki wilayah hutan terlus ketiga di dunia dan cakupan hutan gambut yang luas pula pun mendapatkan bantuan dalam pemberdayaan dan konservasi hutan gambut yang ada.
Mengenal Lebih Dekat dengan Kerjasama Ekonomi Asia Pasifik dan Tujuannya – Beberapa waktu yang lalu untuk meningkatkan kesejahteraan ekonomi di Asia Pasifik, sejumlah pemimpin dunia mendatangi KTT APEC ke-29 termasuk Indonesia. Diketahui kegiatan itu dilaksanakan di Bangkok Thailand tepatnya pada tanggal 18 hingga 19 November 2022. Lantas apa sebenarnya maksud dari kerjasama ekonomi Asia Pasifik itu?.
Apa Itu Kerjasama Ekonomi Asia Pasifik?
Kerjasama ekonomi Asia Pasifik atau lebih dikenal dengan sebutan APEC itu sudah ada sejak tahun 1983. APEC sendiri merupakan forum Kerjasama yang dilakukan oleh 21 negara di lingkar samudra Pasifik. Adapun negara yang melakukan kerjasama ekonomi Pasifik ini seperti Australia, Taiwan, Amerika Serikat, Papua Nugini, Singapura, Meksiko, Cina, Hongkong, Indonesia, Filipina, Peru dan lain-lain. Dikarenakan setiap anggota APEC ini selalu menjalin interaksi yang lebih intens maka sering disebut dengan “ekonomi”. Bukan hanya itu saja namun APC ini juga termasuk ke dalam kerjasama non politis. Hal itu dikarenakan di dalamnya ada keanggotaan Taiwan dan Hongkong. Perlu diketahui bahwa Kerjasama yang dilakukan oleh beberapa negara ini dibentuk atas dasar prinsip. Adapun beberapa prinsip yang melatarbelakangi terbentuknya APEC seperti berikut ini.
Consensus
Prinsip pertama yang menjadi faktor bisa terbentuknya APEC yaitu Consensus. Prinsip ini memiliki arti di mana semua keputusan yang dibuat oleh APEC wajib disepakati para anggotanya dan bisa memberikan manfaat untuk lainnya.
Voluntary and Non Binding
Voluntary and Non Binding juga termasuk ke dalam prinsip yang mengawali terbentuknya kerjasama Asia Pasifik. Voluntary and Non Binding sendiri memiliki arti di mana kesepakatan yang sudah dibuat oleh APEC boleh dilaksanakan secara sukarela atau tidak mengikat.
Differentiated Time Frame
Prinsip berikutnya yang melatarbelakangi terbentuknya kerjasama ekonomi Asia Pasifik yaitu Differentiated Time Frame. Dengan adanya prinsip ini diharapkan negara-negara yang memiliki ekonomi maju bisa melakukan liberalisasi terlebih dahulu.
Concerted Unilateralism
Concerted Unilateralism merupakan prinsip kerjasama ekonomi Asia Pasifik yang pelaksanaan kebijakannya bisa dilakukan dengan cara bersama-sama sesuai kemampuan dari setiap perekonomian negara masing-masing. Dengan begitu kebijakan ini bisa dilakukan tanpa adanya syarat resiprositas.
Diketahui keempat prinsip di atas telah berhasil menciptakan anggota APEC yang mampu melaksanakan komitmen dengan lebih efektif lagi. Bukan hanya itu saja namun fleksibilitas yang diberikan terbukti bisa bermanfaat bagi seluruh anggota APEC dengan beragam jenis mulai dari untuk berimprovisasi, melakukan uji coba dan mengembangkan pelatihan bersama.
Mengetahui Tujuan Utama Dibentuknya Kerjasama Ekonomi Asia Pasifik
Pada dasarnya tujuan utama dari dibentuknya APEC yaitu untuk mendorong pertumbuhan ekonomi serta meningkatkan kemakmuran penduduk yang ada di kawasan Asia Pasifik. Untuk mewujudkan hal itu APEC akan memfasilitasi para pedagang, memberikan investasi lebih bebas dan terbuka di berbagai kawasan dan menjalin kerjasama untuk mengembangkan kapasitas ekonomi setiap anggotanya. Selain itu agar tujuan tersebut segera tercapai APEC juga menerapkan target yang diberi nama “The Bogor Goals”. Diketahui target itu dibuat karena hasil kesepakatan dari pertemuan KTT APEC yang dilakukan di Bogor pada tahun 1994.
Beberapa Manfaat dari Kerjasama Ekonomi Asia Pasifik yang Sudah Dirasakan Indonesia
Faktanya kerjasama ekonomi Asia Pasifik itu sudah banyak dirasakan oleh negara Indonesia. Salah satu manfaat yang sudah dirasakan oleh Indonesia yaitu kegiatan investasi melintas perbatasan sangat mudah dilakukan. Namun bukan hanya itu saja masih banyak lagi manfaat lainnya seperti di bawah ini.
Sebagai sarana untuk mengembangkan kepercayaan serta hubungan yang saling menguntungkan dari negara mitra strategis di kawasan Indonesia.
Menjadi sarana yang berfungsi untuk memastikan jika pasar Asia Pasifik tetap terbuka bagi produk ekspor unggulan buatan Indonesia. Menjadi sarana untuk meningkatkan investasi antar negara.
Sebagai sarana untuk meningkatkan kapasitas serta daya saing Indonesia melalui berbagai macam proyek dan pelatihan teknis.
Tiga Pilar dari Kerjasama Ekonomi Asia Pasifik yang Perlu Diketahui
Untuk mewujudkan tujuan dari Bogor goal yang sudah dibuat pada tahun 1994 itu. Kerjasama ekonomi Asia Pasifik membuatnya atas dasar tiga pilar. Adapun tiga pilar yang ada dalam APEC itu seperti berikut ini.
Pilar Perdagangan dan Kegiatan Investasi Lebih Terbuka
Diharapkan dengan adanya pilar ini bisa menghilangkan hambatan tarif dan non tarif bagi para pelaku ekspor impor dan investasi. Bukan hanya itu saja namun tujuan dibuatnya pilar perdagangan dan kegiatan investasi ini agar nantinya mampu mendorong pertumbuhan ekonomi yang lebih tinggi bagi para anggota APEC dan meningkatkan standar hidup bagi seluruh kawasan Asia Pasifik.
Pilar ECOTECH
Perlu diketahui bahwa salah satu pilar dari APEC ini lebih menitikberatkan pada penyediaan pelatihan dan kerjasama di bidang pembangunan. Selain itu kerjasama ekonomi dan teknik ini juga berfungsi untuk mempermudah anggota APEC dalam mengambil manfaat dari perdagangan internasional guna mengembangkan kapasitas institusional maupun personil.
Pilar Fasilitas Investasi dan Perdagangan
Untuk pilar fasilitas investasi dan Perdagangan ini lebih fokus pada pengurangan biaya transaksi dan meningkatkan akses terkait informasi jual beli. Dengan adanya pilar ini diharapkan juga mampu mempermudah administrasi pelabuhan dan penyelarasan kebijakan. Diketahui kegiatan ini sudah didukung oleh masing-masing ekonomi anggota dengan cara menjalankan reformasi struktur di dalam negara.
APEC sendiri diadaptasi dengan tujuan agar para anggotanya siap menghadapi berbagai tantangan baru yang terkait dengan kesejahteraan ekonomi kawasan. Kegiatan itu termasuk juga memastikan perencanaan pandemi, penanganan terorisme dan ketahanan bencana. Demikian ulasan singkat tentang pengertian kerjasama ekonomi Asia Pasifik yang perlu Anda ketahui.
Daftar Negara yang Melakukan Kerjasama Ekonomi Asia Pasifik – APEC sendiri merupakan sebuah organisasi yang memiliki tujuan utama untuk mensejahterakan para anggotanya khususnya di kawasan Asia Pasifik. Organisasi yang sudah ada sejak tahun 1989 itu diprakarsai oleh 12. Di mana kedua belas negara itu mempunyai garis pantai yang ada di samudra Pasifik. Lantas siapa saja negara yang memprakarsai berdirinya kerjasama ekonomi Asia Pasifik itu?.
7 Negara yang Memprakarsai Berdirinya Organisasi APEC
Setidaknya terdapat 7 negara yang melatarbelakangi berdirinya kerjasama ekonomi Asia Pasifik yang perlu Anda ketahui. Dimana sebagian besar negara itu memiliki jumlah penduduk yang cukup banyak. Adapun delapan negara yang dimaksud itu seperti berikut ini.
1. Australia
Australia menjadi negara pertama yang melatarbelakangi berdirinya kerjasama Asia Pasifik. Bahkan di tahun 1989 Australia menjadi tuan rumah pertama untuk penyelenggaraan KTT APEC. Negara yang terkenal karena binatang kanggurunya ini memiliki jumlah penduduk sekitar 26 juta orang. Dengan jumlah penduduk yang banyak itu membuat Australia termasuk ke dalam negara terpadat. Sedangkan untuk mata uang yang digunakan oleh negara itu berupa dolar Australia.
2. Brunei Darussalam
Negara selanjutnya yang memprakarsai berdirinya kerjasama ekonomi Asia Pasifik yaitu Brunei Darussalam. Negara dengan luas wilayah 5765 KM ini lokasinya berdekatan dengan pulau Kalimantan dan hampir sebagian menyentuh laut Tiongkok Selatan. Di Asia tenggara sendiri Brunei Darussalam mempunyai indeks pembangunan manusia yang cukup tinggi. Dengan begitu menyebabkannya bisa dikelompokkan menjadi negara maju. Berdasarkan dana moneter internasional produk domestik bruto yang dihasilkan oleh Brunei Darussalam itu per kapitalnya termasuk terbesar kelima di dunia. Bukan hanya itu saja namun Brunei Darussalam juga dikenal karena kemakmurannya dan ketegasannya dalam menjalankan syariat Islam dengan baik. Hingga tahun 2020 jumlah penduduk negara Brunei Darussalam mencapai 460,345 jiwa.
3. Korea Selatan
Korea Selatan menjadi negara ketiga yang memprakarsai berdirinya kerjasama ekonomi Asia Pasifik. Negara yang dikenal dengan nama Hunk gula ini diketahui mulai bergabung dengan APEC pada tahun 1991 yang kala itu pemimpin tuan rumahnya adalah presiden Roh Tae Woo. Untuk musimnya sendiri Korea Selatan berjumlah 3 yang masing-masing dipengaruhi oleh iklim dari daratan Asia. Adapun beberapa musim yang ada di Korea Selatan seperti berikut.
Musim panas
Musim pertama yang ada di Korea Selatan adalah panas. Umumnya musim panas itu akan berlangsung setiap bulan Juni yang suhunya bisa mencapai 40 derajat Celcius. Di mana suhu 40 derajat Celcius itu sering terjadi di kota di Daegu.
Musim Hujan
Pengaruh iklim dari daratan Asia menyebabkan Korea Selatan memiliki musim hujan. Untuk musim hujan di Korea Selatan sendiri jatuh setiap akhir bulan mulai juli hingga Agustus di berbagai semenanjung. Bahkan ketika sedang musim hujan negara itu bisa merasakan suhu hingga minus 10 derajat di berbagai provinsi.
Musim Gugur
Negara Korea Selatan juga mempunyai musim gugur yang biasanya akan terjadi pada musim panas. Tidak jarang ketika musim gugur telah tiba Korea Selatan kerap mendapatkan serangan berupa angin Taifun. Diketahui angin Taifun itu juga bisa memakan banyak korban jiwa.
4. Kanada
Diketahui negara Kanada bergabung dengan APEC pada tahun 1997. Di kawasan Amerika Serikat Kanada merupakan negara yang lokasinya berada di paling utara. Negara yang dikenal dengan sistem kerajaan ini memiliki 10 provinsi dan 3 teritori dengan menganut sistem desentralisasi. Dikarenakan sistem perekonomiannya tergantung pada hasil alam membuat Kanada termasuk ke dalam negara maju. Oleh karenanya tidak heran jika sistem perekonomian di Kanada menjadi terbesar ke-10 di dunia. Perlu diketahui bahwa jumlah imigran yang ada di Kanada itu termasuk paling besar apabila dibandingkan dengan negara lainnya. Untuk jumlah penduduknya sendiri hingga Tahun 2022 mencapai 38.929.902 juta jiwa.
5. Singapura
Negara yang lokasinya tidak jauh dari Indonesia ini telah menjadi anggota kerjasama ekonomi Asia Pasifik sejak tahun 1990. Pada saat itu ketika bergabung Singapura dipimpin oleh perdana menteri bernama Goh Chok Tong. Singapura juga pernah menjadi tuan rumah untuk penyelenggaraan KTT APEC di tahun 1990. Menurut sejarahnya negara yang lokasinya berada di ujung selatan semenanjung Malaya ini memiliki imigran panjang. Selain itu penduduk dari Singapura juga cukup beragam yang terdiri dari orang Melayu, India, Arab dan keturunan Asia. Untuk itu wajar jika negara yang tidak terlalu luas ini mempunyai jumlah penduduk hingga 6 juta jiwa.
6. Amerika Serikat
Ternyata anggota dari kerjasama ekonomi Asia Pasifik itu juga ada yang berasal dari benua Eropa yakin Amerika Serikat. Untuk Amerika Serikat sendiri mulai bergabung dengan APEC sejak tahun 1993. Dengan luas wilayah mencapai 3,79 juta mil menyebabkan Paman Sam menjadi negara terluas keempat di dunia. Selain itu Amerika Serikat juga termasuk negara multi teknik dan multikultural sama seperti Indonesia. Penyebab utama mengapa Amerika Serikat menjadi multiteknik dikarenakan adanya beberapa imigran besar-besaran yang menjadikan negara itu sebagai tempat tujuan. Diketahui penduduk asli Amerika Serikat itu berasal dari migrasi Asia ke daratan yang sudah terjadi sejak 15.000 lalu.
7. Malaysia
Negara berikutnya yang juga memprakarsai terbentuknya kerjasama ekonomi Asia Pasifik yaitu Malaysia. Malaysia bergabung dengan APEC sejak tahun 1992 dan pernah menjadi tuan rumah KTT di tahun 2020. Namun sayangnya KTT APEC yang diselenggarakan di Malaysia itu hanya dilakukan secara online. Hal itu dikarenakan pada saat Malaysia menjadi tuan rumah kondisi dunia sedang dilanda oleh pandemi covid-19. Untuk jumlah penduduknya sendiri hingga saat ini telah mencapai 33 juta jiwa dengan pendapatan domestik bruto sebesar $ 439,373 miliar.
Demikianlah ulasan singkat tentang beberapa negara yang memprakarsai terbentuknya kerjasama ekonomi Asia Pasifik.